
Plastic Fiber Scrap Recycling Using an HTM Extruder

Fiber-type plastic scrap materials have extremely low bulk density and tend to entangle easily.
Unlike pellets, these materials are difficult to feed consistently into an extruder screw, often leading to unstable feeding behavior during extrusion. As a result, issues such as hopper bridging and feed necking frequently occur, making stable processing difficult with conventional extruders.
This article presents CTE’s technical solution for recycling fiber-type plastic scrap, focusing on validation results using the HTM twin-screw compounding extruder.
Challenges of Fiber-Type Plastic Scrap

- Extremely low bulk density (high air content)
- Fibers easily entangle and are difficult to disentangle
- Frequent bridging in the feeder hopper
- Unstable bite-in to the extruder screw
Due to these factors, extrusion processes often suffer from feed necking and unstable material supply, making stable and high-output processing a major challenge.
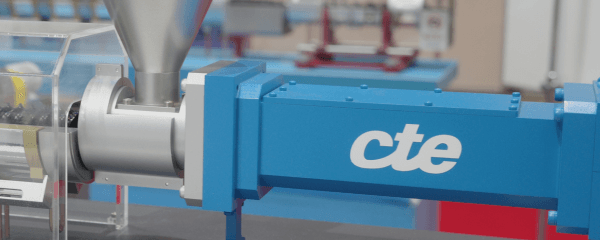
HTM Twin-Screw Extruder Solution by CTE
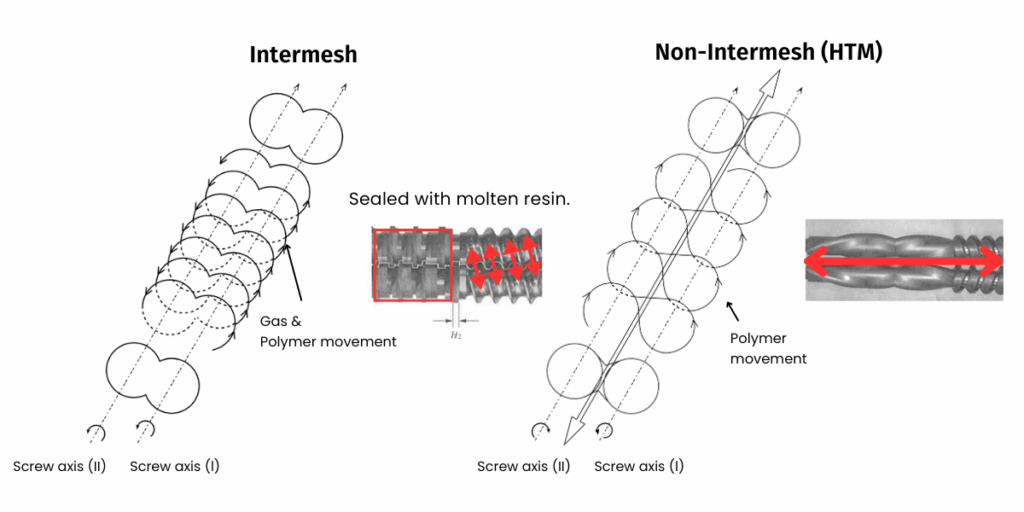
CTE’s HTM twin-screw compounding extruder features a non-intermeshing, counter-rotating screw design, which allows gas to escape easily through the gap between the two screws.
This structure provides excellent degassing performance, effectively suppressing feed necking even when processing low-bulk-density materials.
By combining this screw design with a rear vent system and a hopper screw (force-feeding device), higher throughput can be achieved while maintaining stable operation.
This configuration enables an efficient and reliable compounding process for fiber-type scrap materials that are difficult to handle with conventional intermeshing co-rotating extruders.

Validation Results
Under these conditions, stable processing at up to 110 kg/h was confirmed using the HTM-50 extruder, despite the extremely low bulk density of the material.
| Material | Shredded plastic fiber scrap |
|---|---|
| Bulk density | 0.05–0.1 g/cm³ |
| Extruder | HTM-50 Twin-Screw Compounding Extruder (Screw diameter: φ50 mm) |
| Throughput | Up to 110 kg/h |
| Operating conditions | Rear vent not used / Hopper screw used |
| Operating status | No feed necking or operational issues |
Key Performance Findings
-
Stable material bite-in
Even without using the rear vent, the hopper screw functioned effectively, ensuring consistent feeding into the screw and smooth operation. -
Sufficient operational margin
Although the evaluation was limited to 110 kg/h due to feeder capacity, screw speed and motor current still showed ample margin, indicating potential for higher throughput. -
Excellent degassing performance
Effective degassing through the open vent was observed, with no feed necking or related processing issues.
Conclusion
In recycling fiber-type plastic scrap materials, the following factors have a significant impact on processing capacity and operational stability:
- Prevention of hopper bridging
- Stable material bite-in to the extruder screw
- Effective degassing of air-rich materials
For such fiber-type materials, process optimization must consider not only the extruder itself, but also the feeding system as part of the overall process design.
CTE provides integrated process solutions for challenging materials, including fiber-type plastic scrap, by optimizing the entire compounding line—from feeding to extrusion and degassing.