
Non-Intermeshing vs. Intermeshing Twin-Screw Extruders

CTE’s HTM Tandem Twin-Screw Extruder features a unique non-intermeshing, counter-rotating screw design that delivers superior mixing performance with minimal thermal degradation. In this article, we compare this advanced structure to conventional intermeshing, co-rotating tandem extruders and share the results of actual material testing.
1. How Structural Differences Affect Extrusion Performance
In twin-screw extrusion, one of the most critical factors is the screw structure and rotation mode. Here, we compare the “non-intermeshing, counter-rotating” system of the HTM series with the conventional “intermeshing, co-rotating” type.
Non-Intermeshing, Counter-Rotating (HTM Type)

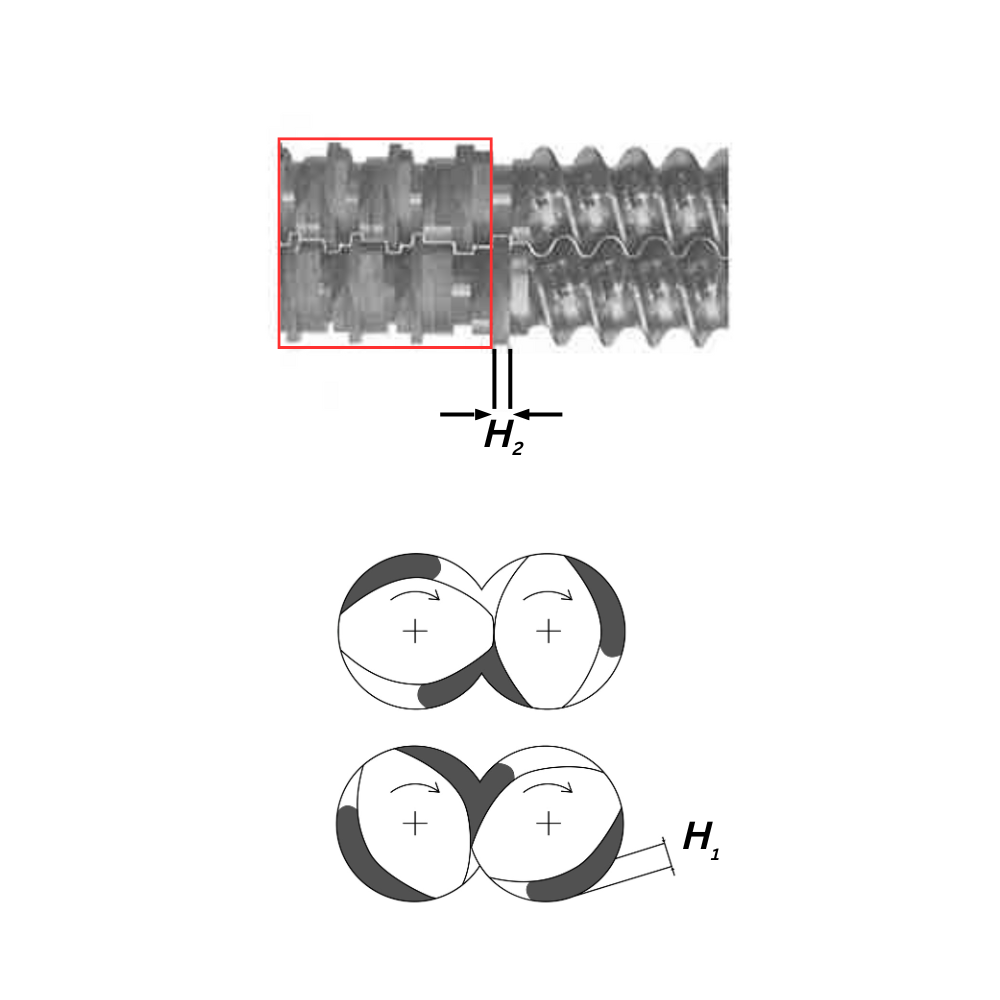
In this configuration, the twin screws rotate in opposite directions without intermeshing. Kneading is performed using rotor elements. The open space between screws ensures excellent degassing and avoids feed restriction (feed necking) even with low-bulk-density fillers. Shear is intense but momentary, thanks to repeated compression and release cycles that prevent excessive heat buildup.
- Delivers high shear strength in short bursts, ensuring effective mixing while suppressing heat generation
- Shear and compression occur in the H3 clearance between rotor and barrel, allowing high-shear kneading
- H3 clearance can be minimized without compromising mechanical strength, enabling optimized mixing design
- Dual cooling from both the barrel and screws enables stable low-temperature extrusion
- Excellent degassing capacity reduces feed restrictions
Intermeshing, Co-Rotating (Conventional Type)
Conventional extruders use intermeshing screws rotating in the same direction, with kneading typically achieved via kneading disks. This structure traps gases, increasing the likelihood of feed restriction with low-bulk-density materials. Continuous, high-speed shear results in significant thermal buildup and potential resin degradation.
- Delivers high shear strength in short bursts, ensuring effective mixing while suppressing heat generation
- Shear and compression occur in the H3 clearance between rotor and barrel, allowing high-shear kneading
- H3 clearance can be minimized without compromising mechanical strength, enabling optimized mixing design
- Dual cooling from both the barrel and screws enables stable low-temperature extrusion
- Excellent degassing capacity reduces feed restrictions
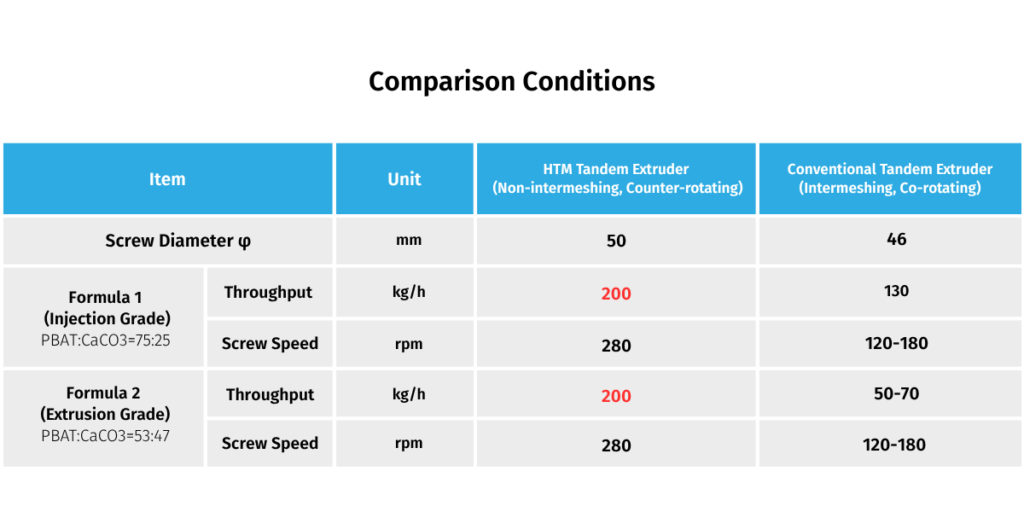
2. Material Testing: Compound Properties and Extrusion Performance
Test Materials
Compound 1 (Injection grade): PBAT : CaCO₃ = 75 : 25
Compound 2 (Extrusion grade): PBAT : CaCO₃ = 53 : 47
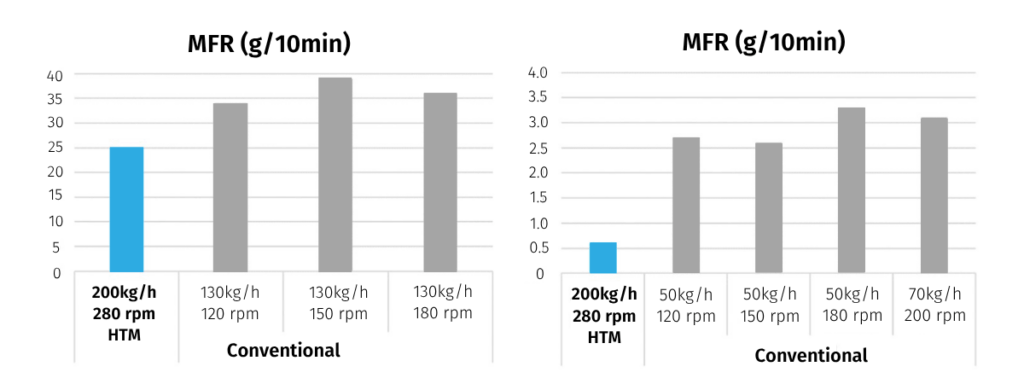
Key Results
・Samples mixed with the HTM extruder showed lower MFR (Melt Flow Rate), indicating suppressed thermal degradation
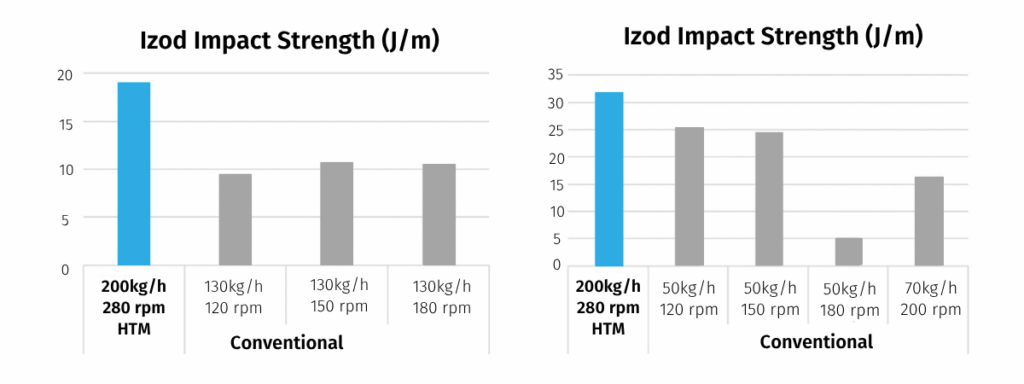
・Izod impact strength was significantly higher with HTM-type samples, further confirming minimal heat damage
・Despite higher throughput, HTM provided superior compound quality compared to the conventional type
3. Summary: An Ideal Solution for High-Filler or Heat-Sensitive Materials
The HTM Tandem Twin-Screw Extruder excels in handling high filler loading and sensitive materials like biodegradable resins. Its structural advantages ensure stable mixing with minimal thermal stress.
- Achieves high-performance compounding with reduced heat generation
- Enables feed stability and enhanced degassing
- Eliminates pre-mixing or high thermal load processing steps
4. Request Testing or Consultation
At CTE, we welcome companies interested in testing materials with our HTM Tandem Extruder. We offer lab-scale evaluations and consultation on process optimization and production line integration. Contact us anytime to learn how we can support your compounding challenges.